
Ultrasonic Cleaning Primer
THEORY OF ULTRASONIC CLEANING
Ultrasonic cleaning depends upon cavitation, the rapid formation and violent collapse of minute bubbles or cavities in a cleaning liquid. This agitation by countless small and intense imploding bubbles creates a highly effective scrubbing of both exposed and hidden surfaces of parts immersed in the cleaning solution.
As the frequency increases, the number of these cavities also increases but the energy released by each cavity decreases making higher frequencies ideal for small particle removal without substrate damage.
Cavitation is produced by introducing high frequency (ultrasonic), high intensity sound waves into a liquid. Consequently, the three essential components of any ultrasonic cleaning system are: a tank to contain the cleaning liquid, a transducer to convert electrical energy into mechanical energy, and an ultrasonic generator to produce a high frequency electrical signal.
TRANSDUCERS AND GENERATORS
The heart of any ultrasonic cleaning system is the transducer. At the present time, the two types of transducers offered are magnetostrictive, made of nickel or its alloys, and electrostrictive, made of lead zirconate titanate or other ceramics.
Electrostrictive materials change their physical dimensions when placed in an electrical field of varying voltage. This is known as the "piezoelectric effect." Magnetostrictive transducers are made of materials which change dimensions in a varying magnetic field.
Regardless of the type of transducer, the common, but primary factor, is the intensity of cavitation produced. Ultrasonic energy, like any sound wave, is a series of pressure points, or rather a series of compressions and rarefactions (see figure below). If the sound energy is of sufficient intensity, the liquid will actually be pulled apart at the rarefaction stage and small bubbles or cavities will be formed. With the following compression stages, the bubbles collapse or implode throughout the liquid, creating an extremely effective force which is uniquely suited to cleaning. This is the process known as cavitation.
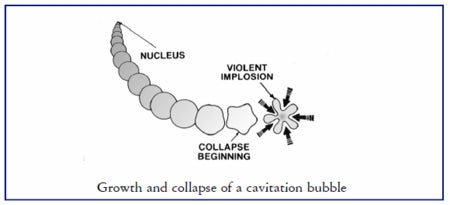
From theoretical considerations, it has been estimated that a pressure of more than 10,000 psi and a temperature greater than 20,000° F can exist within the collapsing bubble, and shock waves radiate in all directions at the instant of collapse.
The energy released from a single cavitation bubble is extremely small, but many millions of bubbles collapse every second. Cumulatively, the effect is very intense and produces on the surface of the workpiece the intense scrubbing action which is characteristic of all ultrasonic cleaning.
Cavitation occurs throughout the liquid if the energy intensity is sufficient, and it is for this reason that ultrasonics can effectively clean holes and small crevices. It also accelerates chemical reactions and the rate at which surface films are dissolved.
Cavitation only occurs when the local pressure in the liquid is reduced to a value less than its vapor pressure. The amplitude (power) of the ultrasonic waves generated by the transducer must be great enough to satisfy this condition. The minimum amount of power necessary to initiate cavitation is referred to as the threshold of cavitation.
Different liquids will have different thresholds, but the thresholds must be exceeded to achieve ultrasonic cleaning. It is only the ultrasonic energy above the threshold that is contributing to the formation of cavitation bubbles and to ultrasonic cleaning.
Increases in ultrasonic energy above the threshold level will result in increases in cleaning up to a certain point. There is a level beyond which the liquid will be incapable of accepting increases in power and, at this point, the cavitation near the transducer radiating face will be of such violence as to cause the liquid carrier to become elastic, thus either reducing or eliminating further transmission of energy into the liquid. This effect is known as surface cavitation.
At the other end of the scale, there is a certain threshold below which cavitation will not occur. A minimum amount of power is required to cause cavitation. Once cavitation occurs, the power level can actually be reduced below this threshold and still maintain cavitation.
The useful range with which we are concerned in ultrasonic cleaning is, thus, between the point at which surface cavitation occurs and the point to which energy may be reduced and still maintain cavitation. The sonic range over which cavitation can exist between threshold and maximum is usually separated by no more than a ratio of 2 or 3 to 1.
For example, a tank having only a small amount of liquid over the transducer will be subject to surface cavitation at very low levels; a very deep tank or one that is heavily loaded with parts will take a much higher level of power to cause surface cavitation and will, in fact, require a much higher level of power to cause effective cleaning.
IMPORTANCE OF THE FREQUENCY
If the operating frequency is low (within the audible range) noise becomes a problem. As the equipment frequency drops below 20 kHz, operating noise not only becomes substantial but may exceed maximum safe limits as specified by the Occupational Safety and Health Act, or other regulatory measures.
Lower frequencies from 20 kHz to 30 kHz are generally chosen for difficult applications where higher power levels are needed to remove soils and damage to the parts is not a problem. They are most often used for large or heavy parts or loads of smaller parts which form a dense mass. Branson offers 20 kHz magnetostrictive units and 25 kHz piezoelectric units.
Higher frequencies are more often used to clean smaller, more delicate parts or in circumstances where small particles must be removed. The higher frequencies are also used in applications where damage to the part itself may be a problem. Several factors can contribute to improved performance at higher frequencies.
The number of cavities increases linearly with an increase in frequency producing a more intense scrubbing action that is capable of reaching into smaller geometries. If power is held constant, the size and therefore the energy contained in each cavity, is reduced. This effectively minimizes the risk of substrate damage.
Higher frequencies also have the advantage of reducing the viscous boundary layer (Bernoulli effect) allowing the ultrasonics to "see" smaller particles. This is like lowering the water level in a stream so smaller stones can be seen.
Branson ultrasonic cleaners offer a wide range of intermediate frequencies including 40 kHz, 80 kHz, 120 kHz and 170 kHz. For extremely small particles. Frequencies above 350 kHz are generally chosen. Branson currently offers a MicroCoustics system at 400 kHz for these precision applications.
WHY AN ULTRASONIC SYSTEM?
The recognized advantages of ultrasonic cleaning are:
- Precision..... Because ultrasonic energy penetrates into crevices and cavities, any type of part or assembly can be cleaned. In many cases ultrasonic cleaning is the only way to meet specifications, as in the cleaning of precision parts or assemblies.
- Speed.....Ultrasonic cleaning is faster than any conventional cleaning method in the removal of soil and contamination from parts. Entire assemblies can be cleaned without disassembly. Often, its labor saving advantages make ultrasonics the most economical way of cleaning.
- Consistency.....Unlike manual cleaning, ultrasonics offers unmatched cleaning consistency, whether pieces to be cleaned are large or small, simple or complex, handled singly, in batches, or in an automated line.
SELECTING A CLEANING PROCESS and CLEANING SOLUTIONS
Before a cleaning system is purchased, the parts to be cleaned should be submitted for an application analysis where:
- The materials of construction, configuration, and quantity of the parts to be cleaned are identified.
- The soils to be removed are identified and analyzed.
- The cleaning approach to be used, either aqueous or solvent, is determined and trials undertaken.
Only then can an appropriate ultrasonic cleaning system, designed for the cleaning process and the cleaning solution, be provided.
CHOOSING A CHEMISTRY
While all of a liquid’s physical properties will have an effect on ultrasonic cleaning, the effects of vapor pressure, surface tension, viscosity, and density are the most pronounced. Since temperature influences these properties, it also has influence on the effectiveness of cavitation.
Considering the effects of these four key physical properties on cavitation, studies have shown that high density, low viscosity, and middle range surface tension and vapor pressure are the ideal conditions for most intense cavitation.
Due to temperature effects on these four physical properties, the most intense cavitation will be considerably below the liquid’s boiling point, but not so low as to get into the adverse regions of too low vapor pressure or too high surface tension. Different liquids will have different temperatures at which cavitation intensity will be the greatest because of the difference in physical properties and their rate change in temperatures.
Thus the cavitation intensity will be less either below or above this ideal temperature. Any cleaning system should be designed for use with the cleaning solution. Aqueous systems usually consist of open tanks in which the parts to be cleaned are immersed.
A complex system may consist of several tanks, incorporating recirculating pump and filter systems, rinse and drying stages, and other accessories.
Systems designed for use with solvents, often ultrasonic vapor degreasers, usually incorporate means for continuously reclaiming contaminated solvent. Ultrasonic vapor degreasing is accomplished in an integrated multiple-compartment system consisting of boiling solvent sumps and ultrasonic rinse sumps.
The combination of warm solvent vapors and ultrasonic agitation thoroughly removes oil, grease, wax and other solvent- soluble soils. The parts emerge from the cleaning process warm, clean and dry.
IN SELECTING THE CLEANING SOLUTION, THREE FACTORS SHOULD BE CONSIDERED:
- Effectiveness:In choosing the most effective cleaning solution, experimentation may be necessary. Where ultrasonics is being applied to an existing application, it is probable that the solution presently being used can remain unchanged.
- Simplicity of use: Liquids should be judged for safety, simplicity of use, and longevity.
- Cost: The least expensive cleaning solution is not necessarily the least costly to use.
Consideration must be given to its effectiveness, safety, and the number of parts processed with a given amount of solution. Naturally, the cleaning solution must be compatible with the materials to be cleaned as well as effectivein removing the soils.
Water is one of the most common cleaning liquids and, invariably, systems using aqueous- based solutions are simple to handle, have low operating costs, and are effective over a wide range of applications.
There are some materials and soils, however, for which aqueous solutions are not particularly suitable and, to deal with these, there is a wide range of solvents available.
PARTS HANDLING
Another factor in ultrasonic cleaning concerns the loading of parts or the design of the basket or containers for holding the parts. The loading of parts in the ultrasonic cleaning tank should be such that neither the parts nor the basket are on the tank bottom.
The sum of the parts’ cross-sectional areas should not exceed 70% of the tank’s cross-sectional area. Elastomers and non-rigid plastics will absorb ultrasonic energy and should be used cautiously for fixturing.
Insulated parts may have to be specifically oriented. Incorrect basket design, or a basket having too high a mass, can greatly reduce the effectiveness of the best ultrasonic cleaning system.
Any material more tightly woven than 50 mesh screen acts as a solid, while slightly larger openings scatter the ultrasonic waves. Openings larger than one- quarter inch tend to act as open material. Hooks, racks, and beakers can also be used to support parts.